
Statistische Toleranzintervalle werden häufig bei der Prozessvalidierung und Entwurfsprüfung verwendet, wahrscheinlich deshalb, weil der Ansatz einfach und nützlich ist. Der Ansatz der statistischen Toleranzintervalle geht von normalverteilten Daten aus. Diese Annahme allein reicht jedoch nicht aus, wir müssen sie auch beweisen. Aber keine Sorge – wir schauen uns das Schritt-für-Schritt an.

Dieser Blog-Artikel beantwortet die folgenden Fragen:
Was sind statistische Toleranzintervalle?
Warum sind sie nützlich?
Nachweis der Normalverteilung
Wie wendet man sie an?
Was sind statistische Toleranzintervalle?
Die Norm ISO 16269-6 erläutert die Bestimmung von statistischen Toleranzintervallen wie folgt:
"Ein statistisches Toleranzintervall ist ein auf einer Stichprobe basierendes geschätztes Intervall, von dem mit einem Konfidenzniveau von 1 - α, z. B. 0,95, behauptet werden kann, dass es mindestens einen bestimmten Anteil p der Elemente der Grundgesamtheit enthält."
Nun, diese Erklärung ist sehr gut – allerdings nur, wenn Sie bereits wissen, worum es geht. Gehen wir also ein paar Schritte zurück.

Abbildung 2 zeigt eine Normalverteilungskurve. Diese Kurve kann durch zwei Werte charakterisiert werden – den Mittelwert m und die Standardabweichung s.
Beide Werte können relativ schnell berechnet werden, aber mit diesen Werten wird oft keine weitere Berechnung durchgeführt.
Nehmen wir an, ein einziges Maß würde bei jedem Produkt einer Charge gemessen werden. Wir würden feststellen, dass dieses Maß höchstwahrscheinlich normalverteilt ist, d. h. die meisten Werte liegen in der Nähe des Mittelwerts, andere sind niedriger oder höher. Sie wissen vielleicht schon, dass etwa 68,3 % dieser Werte innerhalb von ± 1s liegen; dies entspricht dem grün schattierten Bereich in Abbildung 1.
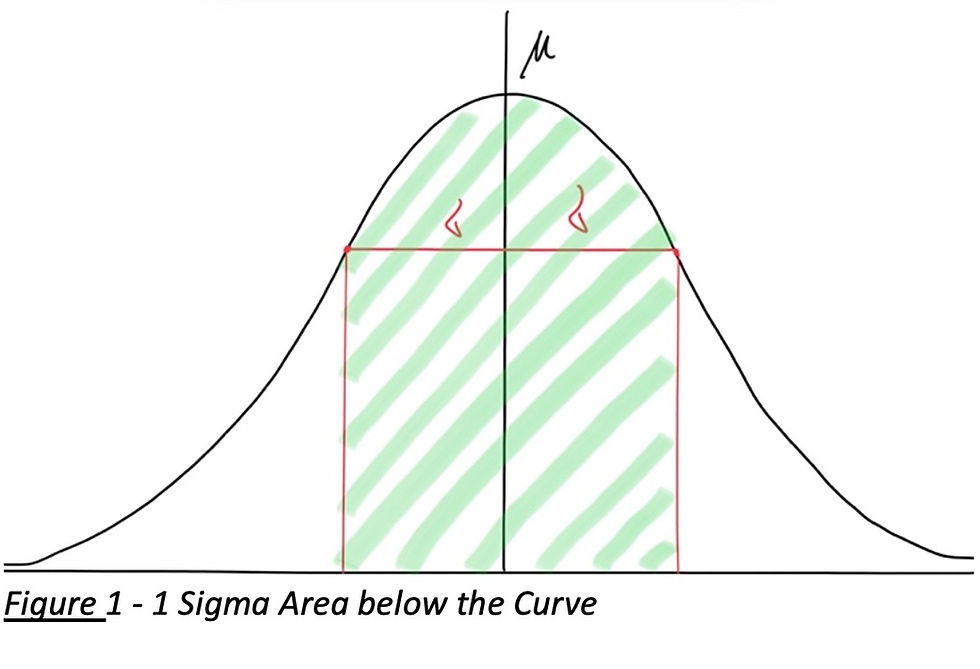
Kurze Erinnerung: 1s ist der Wendepunkt der Kurve, also der Punkt, an dem man das Lenkrad in die andere Richtung drehen müsste, wenn man entlang der Kurve fahren würde. Ausgehend vom Mittelwert m und der Standardabweichung s kann man berechnen, wie viele Produkte einer Charge (Grundgesamtheit) in ein bestimmtes Intervall fallen.
Warum sind Statistische Toleranzintervalle in der Medizintechnik nützlich?
In der Medizinprodukteindustrie haben wir ständig mit Risiken zu tun. Unsere gesamte Branche ist risikobasiert, und sogar die ISO 13485, die Norm für Qualitätsmanagementsysteme, verlangt von uns, dass wir risikobasierte Ansätze verwenden (ISO 13485:2016, 4.1.2, b).
Das Risikomanagement basiert ebenfalls auf Wahrscheinlichkeiten; wir sagen also, wie wahrscheinlich jedes einzelne Risiko ist oder nicht, und ordnen ihm ein Ereignis zu. Eine Abfolge von Ereignissen (jedes mit seiner eigenen Wahrscheinlichkeit) kann zu einem Schaden führen, d. h. zu Tod, Verbrennungen oder Unwohlsein. Ein paar dieser Ereignisse haben ihren Ursprung in der Produktion und wir müssen wissen, wie häufig mögliche Probleme auftreten.
Daher ist die Kenntnis des Mittelwerts m und der Standardabweichung s einer kritischen Maßnahme und der damit verbundenen Wahrscheinlichkeit, dass die Maßnahme nicht konform ist, im wahrsten Sinne des Wortes ein Lebensretter.
Der Nachweis der Normalverteilung (oder das Versäumnis, dies zu tun)
Leider funktioniert das Konzept der statistischen Toleranzintervalle nur für normalverteilte Daten, d. h. wir müssen es beweisen, bevor wir weitere Berechnungen durchführen.
Da es mehrere Möglichkeiten gibt, die Normalverteilung zu beweisen, werden wir uns nicht im Detail damit befassen (siehe verschiedene Statistik-Softwarepakete wie Minitab, R, JMP, SPSS, PSPP, MATLAB usw.).
Wir werden über die Situation sprechen, in der wir die Nullhypothese (H0 bedeutet, dass die Daten normalverteilt sind) zurückweisen müssen, d. h. der p-Wert ist kleiner als das gewählte Alpha-Niveau (1 %, 5 % oder 10 %), und die Daten bestehen den Normalitätstest nicht.
Häufige Gründe sind [1]:
Die zugrunde liegende Verteilung ist nicht normal
Ausreißer oder Mischverteilungen sind vorhanden
Es wird ein niedriges Diskriminanzmaß verwendet ("Auflösung")
Die Daten weisen eine Schiefe auf
Großer Stichprobenumfang (idealerweise 15 bis 100 Werte [2])
Ein nicht bestandener Normalitätstest ist nicht unbedingt ein großes Problem. Wir müssen nur ein paar weitere Berechnungen anstellen und die verletzte Annahme berücksichtigen.
Gängige Methoden zur Behandlung sind [2]:
Nachweis, dass der Ausreißer ein Messfehler ist
Bestimmen Sie, ob die Akzeptanzkriterien für hohe Leistungsfähigkeit anwendbar sind.
Die Akzeptanzkriterien sind erfüllt, und die Daten bestehen den schiefe-Wölbung-spezifischen Normalitätstest
Die Akzeptanzkriterien sind erfüllt, und andere Chargen bestehen routinemäßig den Normalitätstest.
Verwenden Sie stattdessen einen Stichprobenplan für Attribute
Schauen wir uns zwei gängige Vorgehensweisen genauer an: die Akzeptanzkriterien für eine höhere Leistungsfähigkeit und den Normalitätstest für die Schiefe-Wölbung (Skewness-Kurtosis).
Eine hinreichend hohe Fähigkeit erfordert nicht, dass die Daten normalverteilt sind; sie beweist bereits mit hohem Vertrauen, dass das Produkt konform ist [2].
Was ist ausreichend hoch? Auf der Grundlage des Stichprobenumfangs und des RQL (rückweisbares Qualitätsniveau) wird ein Multiplikator für Ppk und Pp verwendet, um die neuen Annahmekriterien zu berechnen.

Der schiefwinkelspezifische Normalitätstest weist Daten zurück, deren Ausläufer in Richtung einer Spezifikationsgrenze länger sind als bei einer Normalverteilung.
Abbildung 3 zeigt eine positiv schiefe Verteilung, was besser wäre, wenn die Spezifikation nur eine Untergrenze hätte.
Abbildung 3 zeigt auch, dass der Mittelwert m nicht mehr der "höchste Punkt" der Kurve ist. Schiefe Kurven müssen anhand von Durchschnitt (Mittelwert), Median und Modus bewertet werden. Die Reihenfolge dieser Werte bestimmt, ob die Verteilung positiv oder negativ schief ist, d. h. bei einer positiven Schiefe ist der Mittelwert höher als der Modus.
Im Gegensatz dazu hat negative Schiefe einen niedrigeren Mittelwert als der Modus. Der Median liegt immer zwischen diesen beiden Werten. Wenn die Daten normalverteilt sind, stimmen diese drei Werte miteinander überein.
Anwendung des Konzepts der statistischen Toleranzintervalle in der Medizintechnik
Die Anwendung des Konzepts der statistischen Toleranzintervalle ist ganz einfach. Sobald wir den Mittelwert m und die Standardabweichung s kennen und die Normalität bewiesen haben, müssen wir nur noch eine Formel kennen:
xL, U=m±k*s (E.1)
(- für untere und + für oberes Spezifikationslimit)
Der Test ist bestanden, wenn:
xL³SL (wenn es nur eine untere Spezifikationsgrenze gibt)
xU£SU (wenn es nur eine obere Spezifikationsgrenze gibt)
xL³SL und xU£SU (wenn es eine untere und eine obere Spezifikationsgrenze gibt)
Betrachten wir ein Beispiel, mit dem die meisten von uns vertraut sind: Siegelstärke eines Sterilbarrieresystems mit einem angenommenen Vertrauens- und Wahrscheinlichkeitsniveau von jeweils 95 %.
ANMERKUNG: Einige benannte Stellen wollen 95%/99% sehen; 95%/95% wurde nur für dieses Beispiel gewählt; eine Organisation muss ihre Bedürfnisse in Übereinstimmung mit ihrem Verwendungszweck und Risikomanagement bewerten. Es wird nur eine untere Spezifikationsgrenze von 1,2N/15mm angegeben (SL in Abbildung 4).

Der Mittelwert der normalverteilten Stichprobe beträgt 10,28N/15mm und die Standardabweichung 0,76N/15mm. Unter Verwendung von ISO 16269-6, Tabelle C.2 (einseitig) und einer Stichprobengröße von 30 ergibt sich ein k-Wert von 2,2199. Die untere Grenze des statistischen Toleranzintervalls (xL) wurde anhand von E.1 berechnet.
Da xL größer als SL ist, ist der Test bestanden. Wir können mit 95%iger Sicherheit davon ausgehen, dass 95% der Grundgesamtheit (grün schattierte Fläche in Abbildung 4) größer als xL ist. Im Falle von SL=xL sind nicht mehr als 95 % der Grundgesamtheit konform. Je größer jedoch der Abstand zwischen xL und SL ist, desto höher ist der Anteil der konformen Population – natürlich nur, wenn SL<xL ist.

Autor: Simon Föger
Ihnen fehlt der Über- und Durchblick im MDR-Dschungel? Sie sind besorgt über die gestiegenen Anforderungen der MDR 2017/745 und liegen bereits hinter dem Zeitplan?
Verschwenden Sie keine Zeit mehr und profitieren Sie von dem Wissen und Best-Practices unserer Qualitätsexperten. Sorgen Sie dafür, dass Sie garantiert jedes Audit bestehen!
Lassen Sie uns noch heute wissen, wie wir Sie auf dem Weg zur Konformität begleiten dürfen. Kontaktieren Sie uns unter office@sifo-medical.com.
Referenzen
[1] https://blog.minitab.com/en/understanding-statistics-and-its-application/what-should-i-do-if-my-data-is-not-normal-v2
[2] Taylor, Wayne (2017). Statistical Procedures for the Medical Device Industry. TaylorEnterprises, Inc., www.variation.com
Bình luận